某工序的工艺能力系数Cp>1,加工尺寸呈正态分布,则该工序不会产生废品。
第1题:
第2题:
第3题:
该工序的工序能力指数Cp为( )。
A.0.86
B.1
C.1.18
D.1.41
第4题:
第5题:
第6题:
第7题:
第8题:
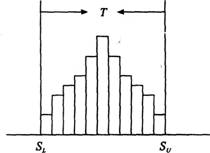
某工序加工零件,尺寸公差规定。该工序加工的零件尺寸直方图和公差如图所示,这说明________。
第9题:
第10题:
填空题某零件的公差是0.1mm,加工后其尺寸误差呈正态分布,其均方根偏差为0.02mm,则其工序能力系数为()。
不定项题该工序的工序能力系数Cp为()A0.64B1.00C1.18D1.41
某零件设计尺寸为4mm,生产过程中允许的误差是(+0.007,-0.007)。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027。根据以上资料,回答下列问题:假设该工序的工序能力指数为1.25,可以断定该工序的工序能力()。A、不足B、正常C、充足D、过剩
测得某生产工序能力指数CP=1.12,则()。A、工序能力过高B、工序能力充足C、工序能力尚可D、工序能力不足
单选题机械手表的一个齿轮设计尺寸为4mm,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:该工序的工序能力系数C()。A 1.07B 1.00C 1.18D 1.41
单选题若CP>1.67,则()A 工序能力尚可B 工序能力充分C 工序能力不足D 工序能力过高
判断题工艺能力系数1≤Cp>0.67,说明该工序能力足够,绝对不会出废品。A 对B 错
若回转轴前工序加工径向尺寸为d1,本工序加工径向尺寸到d2,则其在直径上的工序余量为d1-d2。
如果想通过散度控制图来估算该工序的工序能力大小,则:()。A、采用散度控制图上的Data不失控B、Data要连续,不考虑是否失控C、该工序必需为正态分布D、可以正态分布,也可以非正态分布
不定项题该工序的工序能力指数Cp为( )。A0.64B1C1.18D1.41