
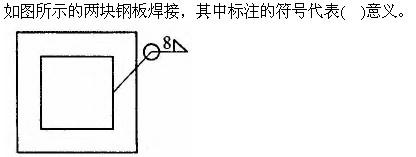
厚壁为8mm的金属管,现场组装焊接环焊缝,为确保工程质量、工期和降低成本,应选择的焊接方法是()。
第1题:
第2题:
第3题:
为检验压力容器产品焊接接头的力学性能和弯曲性能,应制作( )产品焊接试板。
A.平焊缝
B.立焊缝
C.环焊缝
D.纵焊缝
第4题:
母线焊接后,焊缝咬边深度不得超过母线厚度(管形母线为壁厚)的()%。
第5题:
第6题:
第7题:
第8题:
第9题:
第10题:
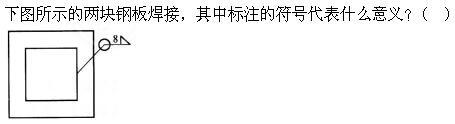
两块板厚为8mm的钢板对接,焊缝长度为30mm,该钢焊缝的许用切应力[τ′]为98′MPa,试计算焊缝所能承受的剪切力?