罐底的焊接,应采用()最小的焊接工艺及焊接顺序。
第1题:
第2题:
第3题:
在管道施焊过程中,对焊接方法、焊接材料、焊接规范、焊接顺序、焊接变形及温度控制检查,就是检验焊接中是否执行了( )要求。
A.焊接技术
B.焊接工艺评定
C.焊接方案
D.焊接工艺
第4题:
罐底中幅极焊接时,应先焊()焊缝。
第5题:
第6题:
第7题:
第8题:
第9题:
第10题:
施工单位对其首次采用的钢材、焊接材料、( )、焊后热处理等,应进行焊接工艺评定,并根据评定报告确定焊接工艺。
金属储罐罐底焊接,(以下属于)控制焊接变形的主要工艺措施是()。A、减少焊缝的数量B、尽量采用小规范,减少焊接线能量C、采用刚性固定法D、采用整体预热
罐底与罐壁连接的角焊缝采用焊条电弧焊焊接的工艺措施是:由数对焊工对称均匀分布并()。A、相邻焊工相向施焊B、对称施焊C、自下向上焊接D、从罐内、外沿同一方向分段焊接
单选题坡口可采用机加工或精密切割,坡口尺寸及允许偏差应由()确定。A 焊接方法B 焊接工艺C 焊接顺序D 焊接参数
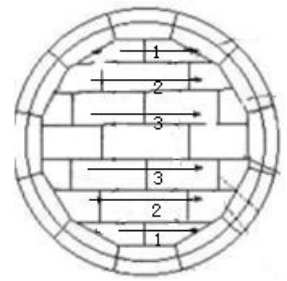
为控制罐底板的安装水平度,罐底板的焊接应有严格的焊接顺序,试述其顺序?
铜及铜合金的焊接工艺不符合要求的是()。A、焊接定位焊缝时,应采用与正式焊接要求相同的焊接材料及焊接工艺,并应由合格焊工施焊B、当发现定位焊缝有裂纹、气孔等缺陷时应清除重焊C、铜管焊接位置宜采用转动焊;铜板焊接位置宜采用平焊D、每条焊缝不应一次连续焊完,可以间断
问答题写出储罐罐壁焊接采用焊条电弧焊接方法的合理焊接顺序和工艺要求?
单选题GB50094-1998《球形储罐施工及验收规范》规定,球壳上的人孔、接管和支柱等零部件的焊接不正确要求是()。A 锻制凸缘等与球壳的对接焊缝的焊接,除焊接材料应采用与球壳焊接相同的焊接材料外,焊接工艺应与强度较高侧钢材的焊接工艺相同B 锻制凸缘等与球壳的对接焊缝是异种材料焊接时,焊接工艺应与强度较底侧钢材的焊接工艺相同C 支柱、连接板等与球壳板的焊接,除焊接材料宜采用与强度较低侧钢材相匹配的焊接材料外,焊接工艺应与强度较高侧钢材的焊接工艺相同D 球壳与补强圈、接管、支柱的角焊缝应平缓过渡
单选题铜及铜合金的焊接工艺不符合要求的是()。A 焊接定位焊缝时,应采用与正式焊接要求相同的焊接材料及焊接工艺,并应由合格焊工施焊B 当发现定位焊缝有裂纹、气孔等缺陷时应清除重焊C 铜管焊接位置宜采用转动焊;铜板焊接位置宜采用平焊D 每条焊缝不应一次连续焊完,可以间断
单选题罐底与罐壁连接的角焊缝采用焊条电弧焊焊接的工艺措施是:由数对焊工对称均匀分布并()。A 相邻焊工相向施焊B 对称施焊C 自下向上焊接D 从罐内、外沿同一方向分段焊接
单选题施工单位对其首次采用的钢材、焊接材料、()、焊后热处理等,应进行焊接工艺评定,并根据评定报告确定焊接工艺。A 焊接位臵B 焊接方法C 焊接温度D 焊缝要求