1.材料检验、管道焊接和管道试验为关键工序。
2.“三检制”就是自检、互检和专检相结合的质量检查制度。“三检制”的实施程序:工程施工工序完工后,由施工现场负责人组织质量“自检”,自检合格后,报请项目部,组织上下道工序
“互检”,互检合格后由现场施工员报请质量检查人员进行“专检”。“自检”记录由施工现场负责人填写并保存,“互检”记录由领工员负责填写(要求上下道工序施工负责人签字确认)并保存,“专检”记录由各相关质量检查人员负责填写,汇总报项目部保存。
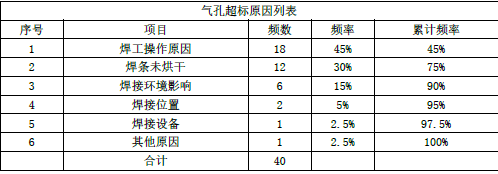
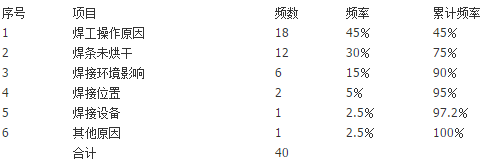
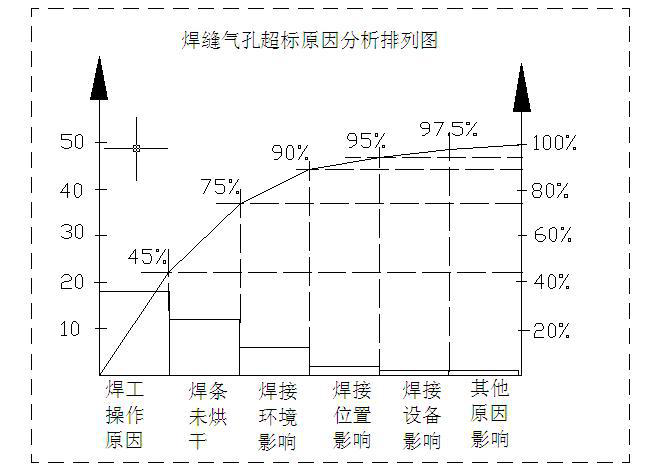
3.焊接气孔超标原因分析排列图见图1H420120-1。
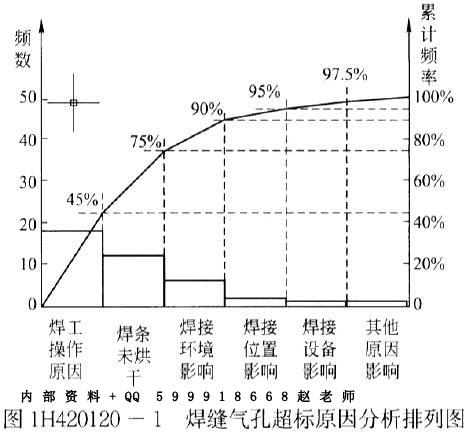
4.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。
5.针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。