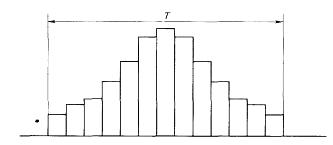
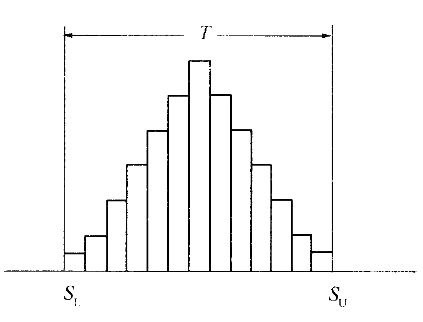
直方图能满足公差要求,不需要进行调整
过程能力已经不充分
已无法满足公差要求
需要提高加工精度
需要调整加工分布的中心值
第1题:
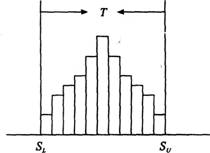
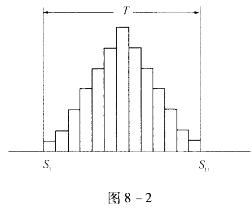
某工序加工零件,尺寸公差规定。该工序加工的零件尺寸直方图和公差如图所示,这说明________。
第2题:

第3题:
第4题:
第5题:
第6题:
第7题:
第8题:
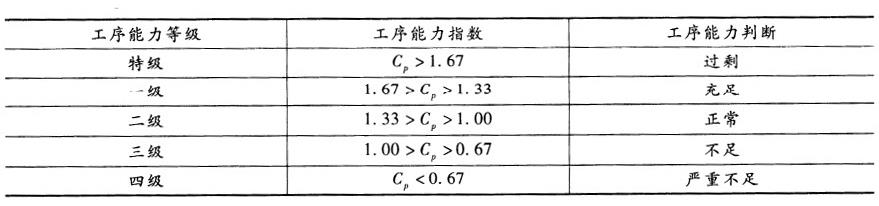
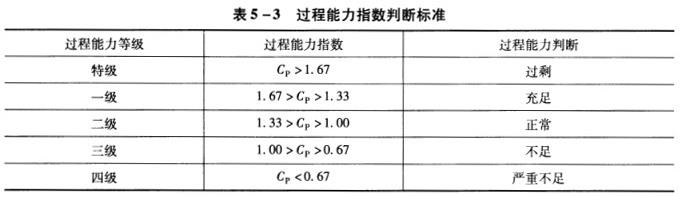
某轮轴直径加工工序的过程能力指数为Cp=l.45,Cpk=0.83。此时,应首先采取的改进措施为( )。
A.减小轮轴直径的波动
B.缩减公差要求
C.改变技术要求,调整公差中心
D.调整轮轴直径加工的平均值接近或落在公差中心
第9题:
第10题: