
先焊短焊缝,后焊长焊缝
初层焊道采用分段退焊或跳焊法
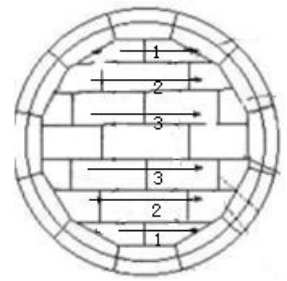
由数对焊工对称均匀分布,从罐内、外沿同一方向进行分段焊接
先焊纵向焊缝,后焊环向焊缝
对接焊缝的初层焊,宜采用焊工均匀分布、顺序施焊的方法
第1题:
第2题:
第3题:
用5-10倍的放大镜目检罐体焊缝,在检查中特别注意()的角焊缝和()的纵、横焊缝以及()的连接焊缝有无渗漏和裂纹。
A.罐壁与罐底间
B.下部二圈壁板
C.进出口接管与罐体
D.罐顶
第4题:
罐底的焊接,应采用()最小的焊接工艺及焊接顺序。
第5题:
第6题:
第7题:
第8题:
第9题:
罐顶、罐底与罐壁焊接有什么要求?
第10题:
简述大型立式圆柱形储罐罐壁与罐底间角焊的结构。