金属储罐罐底的中幅板搭接焊接时,控制焊接变形的主要工艺措施之一的是()。
第1题:
第2题:
第3题:
此题为判断题(对,错)。
第4题:
第5题:
第6题:
第7题:
第8题:
第9题:
第10题:
罐底中幅极焊接时,应先焊()焊缝。
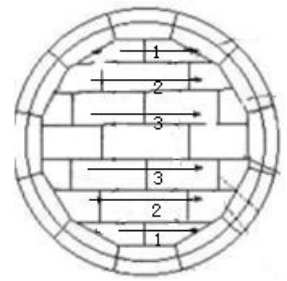
简述罐底的焊接顺序与控制焊接变形的工艺措施。
多选题金属储罐中幅板搭接接头采用手工焊接时,控制焊接变形的主要工艺措施有( )。A先焊短焊缝,后焊长焊缝B焊工均匀分布同向分段焊接C焊工均匀分布对称施焊D初层焊道采用分段退焊法E初层焊道采用跳焊法
金属储罐罐底焊接,(以下属于)控制焊接变形的主要工艺措施是()。A、减少焊缝的数量B、尽量采用小规范,减少焊接线能量C、采用刚性固定法D、采用整体预热
窄搭接焊接时,主要控制的焊接参数有哪些?焊接后焊缝强度有何变化?
金属储罐罐底的中幅板搭焊接接头焊接时,控制焊接变形的主要工艺措施之一是( )。A.先焊长焊缝 B.初层焊道采用分段退焊或跳焊法 C.焊工均匀分布,对称施焊 D.沿同一方向进行分段焊接
单选题金属储罐罐底的中幅板搭接接头焊接时,控制焊接变形的主要工艺措施之一是( )。A 先焊长焊缝B 初层焊道采用分段退焊或跳焊C 焊工均匀分布,对称施焊D 沿相对方向进行分段焊接
多选题金属罐中幅板搭接接头采用手工焊接时,控制焊接变形的主要工艺措施有( )。A先焊短焊缝,后焊长焊缝B焊工均匀分布,同向分段焊接C焊工均匀分布,对称施焊D初层焊道采用分段退焊法E初层焊道采用跳焊法
单选题罐底边缘板与中幅板之间的收缩缝采用手工焊接,控制焊接变形的主要工艺措施是()。A 焊工均匀分布对称施焊B 第一层焊接采用分段退焊法或跳焊法C 先焊短焊缝后焊长焊缝D 焊工应均匀分布沿同一方向施焊
金属储罐中幅板搭接接头采用手工焊接时,控制焊接变形的主要工艺措施有()。A、先焊短焊缝,后焊长焊缝B、焊工均匀分布同向分段焊接C、焊工均匀分布对称施焊D、初层焊道采用分段退焊法E、初层焊道采用跳焊法