先焊长焊缝
初层焊道采用分段退焊或跳焊法
焊工均勻分布,对称施焊
沿同一方向进行分段焊接
第1题:
第2题:
第3题:
A、对接接头
B、T形接头
C、角接接头
D、搭接接头
第4题:
第5题:
第6题:
第7题:
第8题:
第9题:
第10题:
评定对接焊缝焊接工艺与角接焊缝焊接工艺时,均可采用()的试件形式。A、角接焊缝B、搭接焊缝C、对接焊缝D、T形接头
简述罐底的焊接顺序与控制焊接变形的工艺措施。
接地装置普通焊接关键工艺质量控制:()A、焊接应牢固可靠,焊缝表面应均匀饱满,接头不应接偏或脱节,焊接处不应有夹渣、咬边、气孔及未焊透现象B、扁钢搭接焊时,搭接长度应是扁钢宽度的2倍,当扁钢宽度不同时,搭接长度以宽的为准,且至少三面焊接C、圆钢搭接焊时,搭接长度应是直径的6倍,当直径不同时,搭接直径以小的为准,且至少三面焊接D、圆钢与扁钢焊接时,搭接长度应为圆钢直径的6倍
填空题钎焊接头的搭接部件的宽度一般要大于金属板厚度的()倍。
单选题罐底边缘板与中幅板之问的收缩缝采用手工焊接,控制焊接变形的主要工艺措施是()。A 焊工均匀分布对称施焊B 第一层焊接采用分段退焊法或跳焊法C 先焊短焊缝后焊长焊缝D 焊工应均匀分布沿同一方向施焊
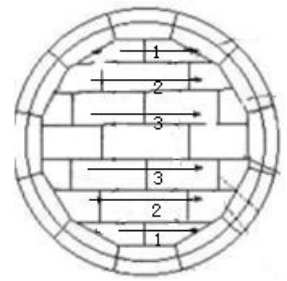
多选题金属罐中幅板搭接接头采用手工焊接时,控制焊接变形的主要工艺措施有( )。A先焊短焊缝,后焊长焊缝B焊工均匀分布,同向分段焊接C焊工均匀分布,对称施焊D初层焊道采用分段退焊法E初层焊道采用跳焊法
单选题金属储罐罐底的中幅板搭接接头焊接时,控制焊接变形的主要工艺措施之一是( )。A 先焊长焊缝B 初层焊道采用分段退焊或跳焊C 焊工均匀分布,对称施焊D 沿相对方向进行分段焊接
金属储罐中幅板搭接接头采用手工焊接时,控制焊接变形的主要工艺措施有()。A、先焊短焊缝,后焊长焊缝B、焊工均匀分布同向分段焊接C、焊工均匀分布对称施焊D、初层焊道采用分段退焊法E、初层焊道采用跳焊法
金属储罐罐底的中幅板搭接焊接时,控制焊接变形的主要工艺措施之一的是()。A、先焊长焊缝B、初层焊道采用分段退焊或跳焊法C、焊工均匀分布、对称施焊D、沿同一方向进行分段焊接
问答题简述罐底的焊接顺序与控制焊接变形的工艺措施。