
文丘里
蓄能式热力焚烧炉(RTO)
高烟囱直排
直燃式热氧化炉(TO)
第1题:
涂装车间吸新鲜空气点和排放废气点之间在水平方向的距离应不小于( )m。
A.5
B.10
C.15
D.20
第2题:
第3题:
此题为判断题(对,错)。
第4题:

第5题:
第6题:
第7题:
第8题:
A、要保持良好的排风
B、保持车问负压排风好
C、保持正压,废气不泄漏
D、定期让废气燃烧后排放
第9题:
第四题
某新建专用设备制造厂,主要工程包括铸造、钢材下料、铆焊、机加、电镀、涂装、装配 等车间;公用工程有空压站、变配电所、天然气调压站等;环保设施有电镀车间废水处理站、全厂废水处理站、危险废物暂存仓库、固体废物转运站等。
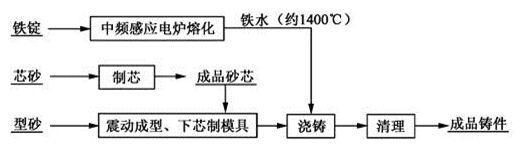
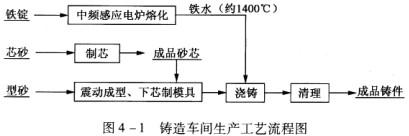
商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺
(200~300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)、机油。
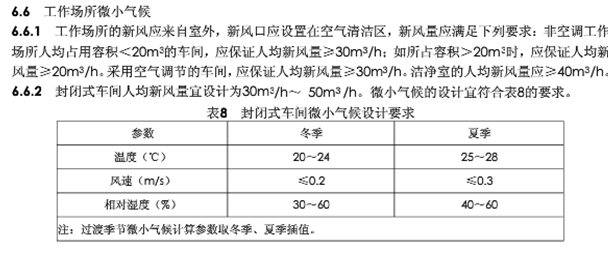
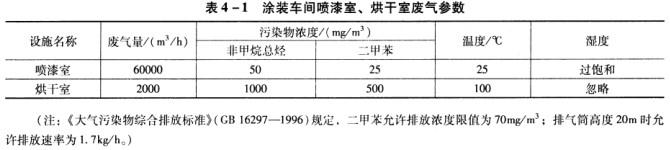
涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4 -10喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
【问题】
1.指出制芯工部和浇铸工部产生的废气污染物。
2.计算清理工部生产性粉尘有组织排放的排放速率。
3.指出机加车间产生的危险废物。
4.判断喷漆室废气二甲苯排放是否达标,说明理由。
5.针对烘干室废气,推荐一种适宜的处理方式。
1.指出制芯工部和浇铸工部产生的废气污染物。
答:(1)制芯工部产生的废气污染物主要是TSP和非甲烷总烃。
(2)浇铸工部产生的废气污染物主要是氯气和氨气。
2.计算清理工部生产性粉尘有组织排放的排放速率。
答:(1)根据题中所给条件,铸件清理工部生产性粉尘产生量100kg/h,粉尘捕集率95%,除尘效率98%。
(2)有组织排放的生产性粉尘包括未被捕集的生产性粉尘和已捕集生产性粉尘中未被除去的部分。
(3)生产性粉尘有组织排放的排放速率为:100*(1- 95%)+100*95%*(1- 98%)=6. 9kg/h。
3.指出机加车间产生的危险废物。
答:根据《国家危险废物名录》中的规定,机加车间产生的危险废物主要是废乳化液、含碱的清洗剂、废机油。
4.判断喷漆室废气二甲苯排放是否达标,说明理由。
答:(1)根据题中所给相关信息,喷漆室二甲苯的排放浓度为25 mg/m3,《大气污染物综合排放标准》中的规定限值70mg/m3,所以排放浓度达标。
(2)喷漆室二甲苯的排放速率=60000*25*10-6=1.5kg/h,《大气污染物综合排放标准》( GB 16297-1996)规定,排气筒高度20m时允许排放速率为1.7kg/h,1.5kg/h<1.7kg/h,所以排放速率达标。
因此,喷漆室废气二甲苯排放达标。
5.针对烘干室废气,推荐一种适宜的处理方式。
答:针对烘干室的废气,可采取燃烧氧化方法进行处理。
第10题:
某汽车制造厂现有整车产能为1 2万辆/年,厂区设有冲压车间、焊接车间、涂装车间、总装车间、外购件库、停车场、试车跑道、空压站、天然气锅炉房、废水处理站、固体废物暂存间、综合楼等。该厂工作制度为2 5 0天/年,实行双班制。
涂装车间现有前处理(含脱脂、磷化工段)、电泳底漆和涂装生产线。前处理磷化工段采用镍锌锰系磷酸盐型磷化剂,生产过程中产生磷化废水、磷化废液、磷化渣以及清洗管路系统产生的废硝酸。电泳底漆生产线烘干室排放的有机废气采用1套RTO蓄热式热力燃烧装置处理,辅助燃料为天然气。
该厂拟依托现厂区进行扩建,新增整车产能1 2万辆/年。拟新建冲压车间和树脂车间,在现有焊接车间和总装车间内增加部分设备,在涂装车间内新增1条中涂面漆生产线,并将涂装车间现有前处理和电泳底漆生产线生产节拍提高1倍。
拟新建的树脂车间用于塑料件的注塑成型和涂装,配套建设1套RTO装置处理挥发性有机废气。扩建工程建成后工作制度不变。
新建树脂车间涂装工段设干式喷漆室(含流平)和烘干室,采用3喷1烘工艺,涂装所使用的底漆、色漆和罩光漆均为溶剂漆b喷漆室和烘干室产生的挥发性有机物(V OCs、含甲苯、二甲苯及其他醚酯醛酮类物质)收集后送RTO装置处理。喷漆室进入RTO装置的VOCs为32kg/h,烘干室进入RTO装置的VOCs为24kg/h,RTO装置的排风量为15 000m3/h。 RTO装置的VOCs去除效率为98%,处理后的废气由20m高排气筒排放。现有工程磷化废水预处理系统设计处理能力为30m3/h,运行稳定达到设计出水要求。扩建工程达产后,磷化废液和磷化废水的污染物浓度不变,磷化废水预处理系统收水情况如表1-1所示。

问题:
1.计算树脂车间涂装工段RTO装置的VOCs排放速率及排放浓度。
2.指出涂装车间磷化工段产生的危险废物。
3.现有磷化废水预处理系统是否满足扩建工程达产后的处理需求,说明理由。
4.指出扩建工程环境空气质量现状监测的特征因子。
1.(1)树脂车间涂装工段RTO装置的VOCs排放速率为:(32+24)*(1-98%)-1. 12(kg/h)。
(2)树脂车间涂装工段RTO装置的VOCs排放浓度为:1.12*1 000*1 000/15 000=74. 67(mg/m3)。
2.该涂装车间磷化工段产生的危险废物包括:①磷化废水、磷化废液、磷化渣(这三者中含镍和锌);②废硝酸;③磷化废水预处理系统排放的废水处理污泥。
3.(1)可以满足。
(2)理由:现有工程磷化废水预处理系统设计处理能力为30m3/h。扩建工程达产后,磷化废水排放
量为400m3/日,为2 5 m3/h(按双班制换算)。而磷化废液的排放量为2 4m3/日(折合),为1.5m3/h(按双班制换算),由于磷化废液是间歇排放,废液排放量波动较大,如果磷化废液的间歇排放量超过5 m3/h,将超过磷化废水预处理系统的处理能力。
4.该扩建工程环境空气质量现状监测的特征因子包括:甲苯、二甲苯、非甲烷总烃、VOCs 。