
铸件工艺参数包括哪些?
第1题:
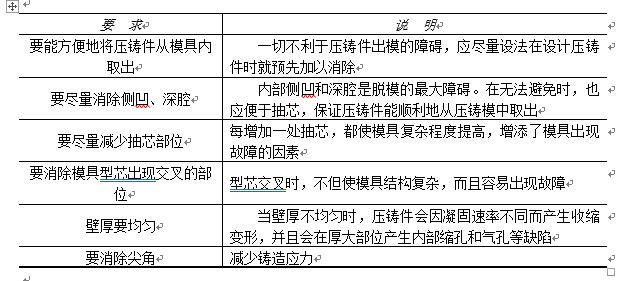
压铸工艺对压铸件结构的要求主要有哪些?
第2题:
何谓铸件的结构工艺性?从简化铸造工艺角度应对铸件结构有哪些要求?
第3题:
第4题:
气割工艺参数主要包括哪些内容?
第5题:
铸造工艺对铸件结构有哪些要求?
第6题:
模样的形状、尺寸与铸件是否一样?为什么?制造模样时,在零件图上加了哪些工艺参数?
第7题:
为了确保铸件质量和延长铸型寿命,金属型铸造必须采取哪些工艺措施?
第8题:
压铸温度规范包括哪几个主要参数?它们对压铸件质量及压铸模寿命会产生哪些影响?
第9题:
注射成型工艺参数中的温度控制包括哪些内容发?如何加以控制?
第10题:
等离子弧切割的工艺参数包括哪些?